

鋼結構加工中常見的焊接問題修補術
鋼結構加工中有很多問題出現在焊接環節,在山西盛大鋼構工程公司之前發布的內容中有過分享。接下來一起了解“咬邊問題”和“未焊滿問題”的修補方法。
【咬邊】
鋼結構加工焊接咬邊工藝規范:
一級焊縫不得存在咬邊等缺陷;
二級焊縫咬邊允許偏差為深度≤0.5τ且≤0.5mm,連續長度≤100mm,且焊縫兩側咬邊總長≤10%焊縫全長;
三級焊縫咬邊允許偏差為深度≤0.1τ且≤1mm,長度不限。

鋼結構加工焊接咬邊問題分析:
1.焊接電流太大;
2.焊條或焊絲偏離焊縫中心,角焊縫時焊條(絲)與水平夾角太大;
3.焊接速度太慢、電弧長度太長、焊絲或焊條的直徑太粗也是造成咬邊的主要原因。
鋼結構加工中焊接咬邊問題防止措施:
1.根據工件厚度正確使用焊接工藝參數;
2.焊條(絲)角度要正確,注意焊縫的中心線,焊接中不應有洼陷;
3.出現咬邊,淺的可以用角向砂輪磨平,直到此部位同原焊縫平順過渡,并能向母材圓滑過渡為止;深的咬邊應按照未焊滿修補工藝要求作焊接修補。
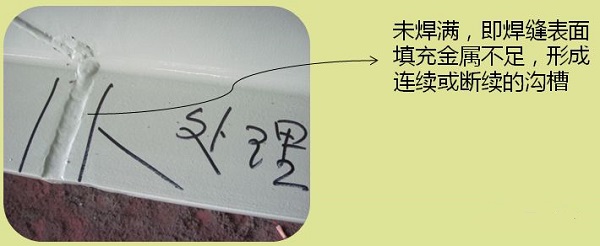
【未焊滿】
鋼結構加工中焊接未焊滿規范:
一級焊縫不得存在未焊滿等缺陷;
二級焊縫未焊滿允許偏差≤0.2mm+0.02τ且≤1mm,每100mm長度焊縫內未焊滿累積長度焊縫內未焊滿累積長度≤25mm;
三級焊縫未焊滿允許偏差為0.2≤0.2mm,+0.04τ且≤2mm,每100mm長度焊縫內未焊滿累積長度≤25mm。
鋼結構加工中焊接未焊滿原因:
焊縫未焊滿是由于蓋面焊道的焊接速度太快,焊條、焊絲的直徑太細,焊接電流太小,手工操作時手勢不穩,突然加快焊接速度等原因造成的。
鋼結構加工中焊接未焊滿問題的防止措施:
1.根據鋼材的類別和厚度,確定預熱與否,如需預熱,則應按照規定預熱,并控制道間溫度;
2.選用較小的焊接熱輸入,即選用較細的焊條或焊絲、較小的焊接電流、短電弧、低電弧電壓、加快焊接速度;
3.清理焊縫未焊滿部位以及周邊30mm范圍內的油、銹、水、污;
4.打磨修補焊縫,使之同原焊縫平順過渡,并能向母材圓滑過渡。
電焊環節是鋼結構加工過程中的重要環節。山西盛大鋼結構工程公司會不斷更新在生產、安裝中一些常見問題的防止措施。感謝您的關注,更歡迎您有相關鋼結構的問題都來洽談咨詢。
本文鏈接:http://www.tianshanyuren.com/news/0005031238.html 轉載請注明出處

上一篇:山西呂梁樓承板廠家開口樓承板一米價格 下一篇:山西太原樓承板一米多少錢
- 山西鋼結構公司如何把控鋼結構工程施工質量 2022-05-31
- 淺談鋼結構廠房工程的質量,這幾點常被忽略 2019-07-11
- 太原鋼筋桁架樓承板生產廠家關于樓承板價格分析 2021-05-21
- 太原鋼結構廠家:“鋼筋鐵骨”的廠房真不會損壞? 2021-05-15
- 山西建博會促進輕鋼結構房屋等綠色建筑健康發展 2018-04-17
- 鋼結構等裝配式建筑發展現狀 2019-09-13
- 樓承板廠家如何進行鋼筋桁架樓承板的吊裝作業 2022-04-18
- 朔州鋼筋桁架樓承板廠家銷售價格優惠 2021-01-12



